ترک خوردگی جوش یکی از عواملی است که نباید از آن چشمپوشی کرد. با استفاده از طرح خوب و انتخاب دستورالعمل جوشکاری مناسب، از این پدیده میتوان جلوگیری نمود.
انواع ترکهای محتمل در جوشکاری عبارتند از:
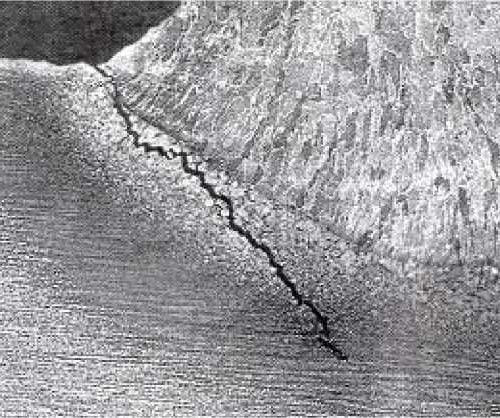
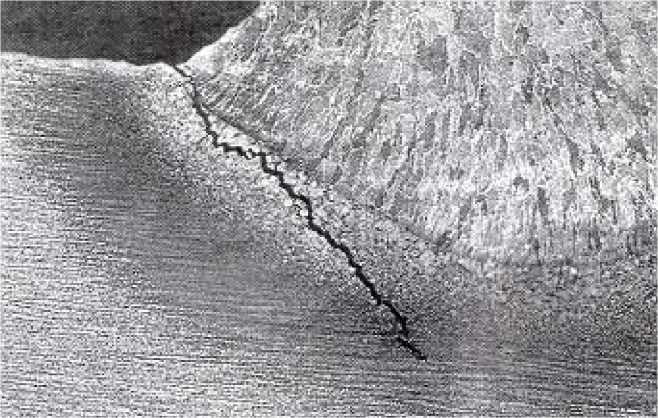
- ترک در نوار جوش (به صورت ظاهری و داخلی)؛
- ترک در منطقهای از فلز پایه که در اثر دمایجوش و تغییر حالت متالورژیکی فلز پایه به وجود می آید که به آن تفتیده نیز گفته میشود (ترک در زیر نوار جوش)؛
- ترک در جوش در هنگام بهرهبرداری (ترک مقاومتی).
عوامل ایجاد ترک در نوار جوش چیست؟
ترک در نوار جوش بر اساس موارد زیر بهوجود میآید:
- گیرداری درز که سبب ایجاد تنشهای انقباضی میشود
- وجود آلودگی در اتصال
- کافی نبودن میزان پوششدهی پودر
- گیرافتادن پودر در زیر اتصال
- سرعت حرکت زیاد
- باقی ماندن سرباره خال جوشهای قبلی که با الکترود روکشدار انجام شده است
- هندسه مقطع نوار جوش؛ همان طور که میدانیم حوضچۀ جوش در هنگام سردشدن تمایل به انقباض دارد که سبب ایجاد کششهای چند محوری میشود. نوار جوش با سطح محدب یا برآمده توانایی مقابله با کششهای دو محوری را دارد ولی در نوار جوش مقعر کششهای عرضی سبب ایجاد ترک طولی در نوار جوش میشوند؛ همچنین در نوار جوش با عمق بالا و عرض کم احتمال ایجاد ترکهای داخلی زیاد است
- میزان کربن موجود در فلز پایه؛ هرچه میزان کربن در فلز پایه بیشتر باشد شکلپذیری فلز کمتر و در نتیجه احتمال وقوع ترک بیشتر میشود
- ورود حبابهای هیدروژن از الکترود به نوار جوش
- وجود رطوبت در سطح شیار فلز پایه
- سردشدن سریع جوش
عوامل ایجاد ترک در ناحیه تفتیده فلز پایه (ترک در زیر نوار جوش) عبارتند از:
- میزان کربن بالا در فلز پایه که باعث افزایش قابلیت سختشدگی و کاهش انعطاف ناحیه تفتیده میشود.
- ورود هیدروژن از الکترود و در نتیجه ایجاد تردی هیدروژنی در ناحیه تفتیده.
- سرعت سرد شدن.
عواملی که سبب ایجاد ترک در جوش در هنگام بهرهبرداری (ترک مقاومتی) میشوند عبارتند از:
-تردبودن نوار جوش یا قسمت تفتیده فلز پایه که سبب شکست این نواحی تحت تنشهای ضربهای در دمای پایین میشود.
-ترک خستگی که ناشی از هندسه نامناسب درز است، این نوع ترک تحت بارهای سیکلی با دامنۀ بزرگ بهوجود میآید.
-هندسه نوار: نوار جوش باید بهصورت محدب باشد و نسبت بین عمق جوش و عرض آن رعایت شود.
-گیرداری درز.
-میزان کربن و آلیاژها.
عواملی که باید کنترل گردند:
هندسه نوار: سطح نوار جوش باید قدری محدب بوده و دارای نسبت عرض به عمق مناسب باشد. این مسئله باید در جوشهای یک پاسه و جوش ریشه در جوشهای چند پاسه یا حتی پاسهای میانی مورد توجه قرار گیرد.
گیرداری درز: در هنگام طراحی و اجرا باید گیرداری درز را به حداقل رساند.
میزان کربن و آلیاژها: در هنگام انتخاب نوع فولاد باید دقت گردد که موازنهای بین هزینه فولاد و هزینه جوش برقرار گردد.
انتخاب فولادهای پرمقاومت هرچند که باعث کاهش هزینه فولاد میگردد، لیکن به علت وجود میزان کربن زیاد یا آلیاژها و بهخصوص عناصری مثل سولفور یا فسفر که تأثیر منفی بر کیفیت جوش دارند، افزایش قابل توجهی در هزینه جوشکاری وجود خواهد داشت. این دو هزینه باید قابل موازنه باشد.
واردشدن هیدروژن: برای جلوگیری از ورود حبابهای هیدروژن باید از الکترودهای کمهیدروژن استفاده گردد.
حرارت ورودی: باید کل حرارت ورودی کنترل گردد. این حرارت شامل پیشگرمایش، حرارت القایی به واسطۀ جوشکاری، گرمایش در حد فاصل پاسهای مختلف و پس گرمایش به منظور جلوگیری از سردشدن سریع است. حرارت القایی کمتر، باعث کاهش تنشهای انقباضی و کاهش سرعت سردشدن (که از تردی ناحیه تفتیده میکاهد) میگردد. این دو از عوامل مهم بروز ترک در جوش هستند.